非接触三次元測定(三角測量)
1.三角測量の基本式
三角測量は、角度と距離の次のような関係から、測定点の位置を割り出す手法です。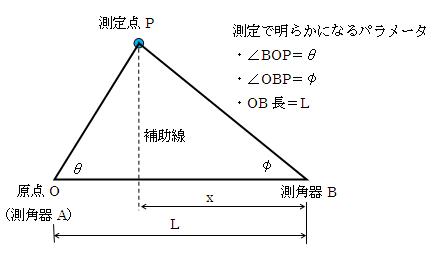
図1.1-1 三角測量の基本原理
\[
x\tan \phi
=
(L-x) \tan \phi
\leftrightarrow
x
=
\frac{ L \tan \theta} { \tan \theta + \tan \phi }
\]
ここで次の公式を用いるとOPの長さは、
\[ \tan \theta + \tan \phi = \frac{ \sin ( \theta + \phi ) } { \cos \theta \cos \phi } \]
\[ | \overrightarrow{ OP } | = \frac{ L \sin \phi } { \sin ( \theta + \phi ) } \]
よって、測定点Pの位置は次のように表せます。\[
\overrightarrow{ OP }
=
\left( \begin{array}{c}
\displaystyle\frac{ L \sin \phi \cos \theta } { \sin ( \theta + \phi ) }
\\
\displaystyle\frac{ L \sin \phi \sin \theta } { \sin ( \theta + \phi ) }
\end{array} \ \ \right)
\tag{1-1}
\]
2.三角測量の準備
三角測量は、測角器であるセオドライト(よく土木測量で使用されている望遠鏡のようなもの)2台と、精密に寸法管理されたスケールバーによって行われます。 セオドライトは、水平角と鉛直角の2つの角度を精密に測定する機械です。 測定は、まず座標系の設定から行います。2.1.座標系の設定
- セオドライト2台をある適当な位置に置き、それぞれの鉛直を出します。
- 1台のセオドライトを測定原点とすることで、鉛直軸(Z軸)が決定します。
- 2台のセオドライトをお見合いさせたときに出来る線分から、鉛直軸に直角な成分を一つの水平軸(X軸)に決定します。
- 自動的に3つめの軸(Y軸)が決定します。
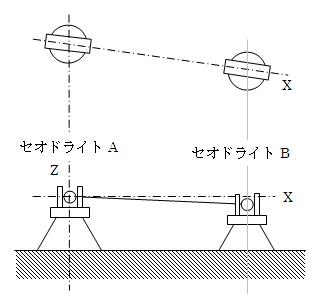
図2.1-1 測定座標の定義
これまでは、座標系を定義しただけですので、図2.1-1でいう“L”(セオドライト間距離)が明確になっていません。 そこで、基準長さLを精確に測定し、測角と距離の関係を決定します。2.2.基準長さの設定
ここでは計算を簡単にするため、高さ同一面内での測定とします (実際は、そんなことはありえないので、高さずれがわかる面で同じように計算すればよいことになります)。- 超精密に長さ管理されているスケールバーを、セオドライト2台から見えるよう、適当な位置に置きます。
- スケールバーには測定ポイントが2点ありますので、その2点を2台のセオドライトで測角します。 このとき、セオドライトAとBが同じポイントを見たときの角度を測ることになります。 そのときのそれぞれの角度が後で重要になってきます。 当然ながら、見ているポイントがずれている場合は、それがそのまま測定誤差として上乗せされます。
- (1-1)式を用いて、Lがわかっているものとしてスケールバーの長さSを決める方程式を作ります。
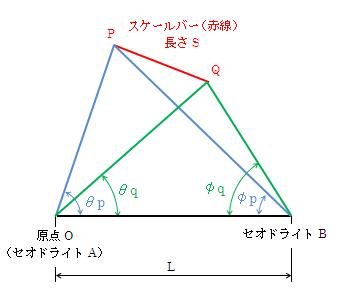
図2.2-2 基準長さLの決定
\[
\begin{eqnarray} \left\{ \begin{array}{l}
\overrightarrow{ OP } = \left( \begin{array}{c} \displaystyle\frac{ L \sin \phi_p \cos \theta_p } { \sin ( \theta_p + \phi_p ) } \\
\displaystyle\frac{ L \sin \phi_p \sin \theta_p } { \sin ( \theta_p + \phi_p ) } \end{array} \ \ \right)
\\
\overrightarrow{ OQ } = \left( \begin{array}{c} \displaystyle\frac{ L \sin \phi_q \cos \theta_q } { \sin ( \theta_q + \phi_q ) } \\
\displaystyle\frac{ L \sin \phi_q \sin \theta_q } { \sin ( \theta_q + \phi_q ) } \end{array} \ \ \right)
\end{array} \right.\end{eqnarray} \tag{2.2-1}
\]
ここで、パラメータa、bを\[
a = \displaystyle\frac{ \sin \phi_p } { \sin ( \theta_p + \phi_p ) }
\quad ,
b = \frac{ \sin \phi_q } { \sin ( \theta_q + \phi_q ) }
\]
と設定すれば、(2.2-1)式は次のように書き換えられます。\[
\begin{eqnarray}
\left\{ \begin{array}{l}
\overrightarrow{ OP }
=
\left(
\begin{array}{c}
aL \cos \theta_p \
\\
aL \sin \theta_p \
\end{array}
\right)
\\
\overrightarrow{ OQ }
=
\left(
\begin{array}{c}
bL \cos \theta_q \
\\
bL \sin \theta_q \
\end{array}
\right)
\end{array} \right.\end{eqnarray} \tag{2.2-2}
\]
今、セオドライトA、B間の距離Lを精確に測りたいので、スケールバーの長さSと(2.2-2)式との関係が明らかになれば、Lを求めることが出来ます。
PQベクトルは次のように表せます。\[
\overrightarrow{ PQ }
=
L \left(
\begin{array}{c}
b \cos \theta_q - a \cos \theta_p \quad
\\
b \sin \theta_q - a \ sin \theta_p \quad
\end{array}
\right)
\]
また、PQベクトルの長さがスケールバーの長さSになりますので、\[
\begin{align*}
| \overrightarrow{ PQ } |^2
&=
L^2 \{
( b \cos \theta_p - a \cos \theta_q )^2 +( b \sin \theta_p - a \sin \theta_q )^2
\}
\\
& = L^2 \{ a^2 + b^2 - 2ab ( \cos \theta_p \cos \theta_q + \sin \theta_p \sin \theta_q ) \}
\\
& = L^2 \{ a^2 + b^2 - 2ab ( \cos ( \theta_p - \theta_q ) \}
\\
& = S^2
\end{align*}
\]
さらに\[
c^2 = a^2 + b^2 - 2ab \cos (\theta_p - \theta_q)
\]
とおけば、S2=(cL)2が成立し、Sは長さのためS>0から、\[
S = cL
\leftrightarrow
L = \frac {S}{c}
\tag{2.2-3}
\]
以上より、2台のセオドライト間の距離Lが、測角データとスケールデータで精確に決定できることがわかりました。
前にも述べましたように、計算を簡単にするため、高さ(鉛直方向)のずれについてはここでは考慮していませんが、同様にして求めることが出来ます。
3.非接触三次元計測
非接触三次元測定の肝は、超精密に管理された一つの長さパラメータと座標系の設定にあります。 ここをいい加減に行えば、測定誤差は大きくなり、使えないデータとなってしまいます。 1章で述べた計算式を元に、どのように測定すれば測定誤差を小さく出来るかを検討すること =パラメータの感度解析が重要になります。最後に、非接触三次元測定は、1項で述べたような三角測量の原理を、 今までの土木測量や大規模構造体のアライメント調整の範囲から、 一般的な測定物に対象を広げたものです。 非接触三次元計測によって被測定物の3次元形状データを取り込めるようになったのは、 ハードとソフトの進歩によるものが大きいと考えられます。 コンピュータの演算処理が格段に早くなったおかげで、 非常に簡単に様々な形状の3Dデータを作成できるようになりました。 また、3D-CADの普及により、取り込んだデータを手軽に見たり、加工したり出来るようになりました。 この被接触三次元計測の技術は計測だけでなく、医療(手術ロボット)などにも応用されています。