シールの設計
1.シールの種類と役割
シール(seal)は、密封装置とも呼ばれ、主に次に役割を担っています。- 液体や気体の漏れ防止
- 装置内への異物侵入防止
とはいえ、単に密封性(気密性)を上げればよいわけではありません。
回転部分や摺動部分をシールする場合、気密性を上げようとすればシールによる摩擦が増え、エネルギーロスを伴います。 したがって、機械や装置が要求する性能、使用条件を満足するよう、適切なシールの選定が機械設計者には求められます。
シールには様々な種類があり、固定用途で用いられるガスケットと、可動部で用いられるパッキンに大別されます。
表1-1 シールの種類
| 運動用 パッキン |
接触式 |
|
| 非接触式 |
|
|
| 固定用 ガスケット |
金属 |
|
| 非金属 |
|
シール選定において検討すべき主な項目を次に列挙します。
- (1)機能・性能
-
検討項目 検討内容 気密性 流体の封入、異物侵入防止 摩擦 接触部に生じる回転や摺動抵抗 強度 シールの破損など 剛性 ねじれ、組付け性、変形など 硬度 シールの摩耗、相手面の摩耗など
- (2)耐性
-
検討項目 検討内容 耐摩耗性 シール材や相手材の摩耗耐性 耐圧性
耐真空性圧力への耐性(変形、強度など) 耐熱性
耐寒性高温環境での不具合、低温環境での効果や脆性など 耐油性
耐水性
耐薬品性油、水、薬品などに対する化学的安定性 耐候性
耐オゾン性使用環境(機構、日照、オゾン)による劣化 膨潤性 液体がシール材に浸透して膨張 難燃性 燃えにくい材料 経年劣化 時間経過に伴う劣化 ガス透過性 シール材を透過する性質(分子間すり抜けなど) アウトガス 真空環境で使用時、シール材が気化(脱ガス)する特性
- (3)製造
-
検討項目 検討内容 材料の環境対応 環境に負荷を与える材料を使用しない コスト シール材の値段、製造期間など
2.スクイーズパッキン
2.1.スクイーズパッキンの分類
スクイーズパッキンは、断面を圧縮してつぶすことで気密性を保つものです。 スクイーズパッキンはゴム製のものと金属製のものに分かれ、それぞれに特徴があります。| ゴム製 | 金属製 | |
|---|---|---|
| 用途 | 固定用、往復運動用、真空用など | 固定用 |
| 圧力 | ~25MPa | 高真空~高圧力(300MPa) |
| 温度 | ゴム材料に応じた範囲 -60℃~250℃ | 極低温(-270℃)~高温(800℃) |
| 追従性 | 変形しやすく相手面追従性良好 | ゴムほどの相手面追従性はない |
| 耐薬品 耐油性 |
ゴム材料に応じて選択 | 耐性に優れる |
| 耐劣化 | 紫外線硬化、膨潤等を生じる | 材料の変質、劣化はない |
2.2.ゴム製スクイーズパッキン
| 種類 | 形状 | 用途 |
|---|---|---|
| Oリング |

|
最も汎用的に用いられるパッキンで、低価格かつ入手が容易です。JIS B 2401で規格化されています。 |
| Dリング |

|
Oリングに対し耐ねじれ性に優れているため、ねじれ対策で採用されるケースが多いパッキンです。主に往復部で用いられます。 |
| Xリング |

|
往復部や回転運動部で用いられるパッキンです。摺動特性や密封性に優れますが、剛性は低く、高圧部には適しません。 組付け時にねじれが発生しやすいのも欠点です。 |
| Tリング |

|
摺動性に優れたパッキンです。 バックアップリングとの併用で耐圧性も有することから、往復運動、低速回転、揺動部での使用が可能です。 ただし、上記シールに対し高価です。 |
2.3.金属製スクイーズパッキン
金属製のメリットには次のものが挙げられます。- 温度変化に対する耐性が高い
- 高真空から高圧力まで対応できる
- 耐薬品性に優れる
- 材料の劣化がない
※PTFE:ポリテトラフルオロエチレン(Poly Tetra Fluoro Ethylene)。 フッ素樹脂の一つ。
| 中空Oリング | |
|---|---|
単純型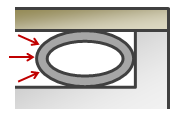
|
真空~7MPa程度までの圧力範囲で使用します。 |
穴あき型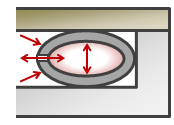
|
Oリング内部に流体圧力を作用させることで、高圧環境で利用できます。 |
圧力封入型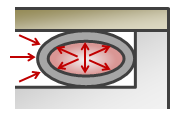
|
Oリング内部に不活性ガスを封入し、高温下での強度や弾性の維持を目的としています。 |
| Cリング | |

|
Oリングより低剛性な分相手面追従性が高く、締付荷重は小さくなります。 |
- シール部相手面の加工跡は、Oリングと同心円にします。
- 一般的に表面粗さは、粘度の高い流体(潤滑油やグリス)のシールで3.2S程度、気体のシールで1.6S、真空用で0.8S程度を選択します。
- 溝寸法、表面粗さ等の詳細は、各メーカー指定に従ってください。
- 一度使用したパッキンの再使用は推奨されません。
- 使用箇所とパッキンの洗浄を十分に行ってください。